
5-kerroksinen ekstruusiopuhallettu kalvokone
Kuvaus
Tekniset parametrit
1. Raaka-aineen valmistus 5-kerroksisen koekstruusiopuhalletun kalvokoneen valmistus
Suojakalvot käyttävät yleensä monikerroksisia rakenteita, kuten PE / Tie / EVOH / Tie / PE tai PA / EVOH / PE.
Jokaisella materiaalikerroksella on tietty tehtävä: PE tarjoaa joustavuutta ja kuumasaumaustehoa, PA parantaa mekaanista lujuutta ja puhkaisun kestävyyttä ja EVOH tarjoaa erinomaiset happisulkuominaisuudet. Ennen tuotantoa raaka-aineet kuivataan ja toimitetaan ekstruudereihin automaattisen syöttöjärjestelmän kautta.



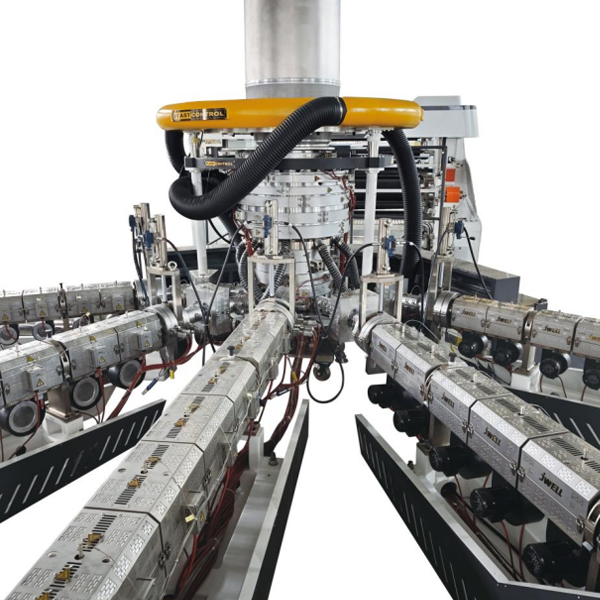
2. Monikerroksinen ko-ekstruusio
Eri materiaalit käsitellään erillisillä ekstruudereilla. Suulakepuristimen sisällä polymeeri sulatetaan, pehmitetään ja homogenoidaan pyörivällä ruuvilla. Sulat polymeerit yhdistetään sitten ko-ekstruusiosyöttölohkon tai kierrekaran suutinpään läpi, jolloin muodostuu vakaa monikerroksinen sulaterakenne.
3. Puhalluskalvon muodostus
Sula materiaali poistuu pyöreän muottipään läpi ja täytetään ilmalla putkimaisen kalvokuplan muodostamiseksi. Prosessiparametreja, kuten puhallussuhde, suulakepuristusteho ja suuttimen lämpötila, on säädettävä tarkasti vakaan kalvonmuodostuksen varmistamiseksi.
 |
 |
4. Jäähdytys ja paksuuden säätö
Kalvokupla jäähdytetään tehokkaalla{0}}ilmarengasjärjestelmällä. Nykyaikaiset puhalletut kalvolinjat voivat myös integroida automaattisia paksuudensäätöjärjestelmiä ja sisäistä kuplajäähdytystä kalvon paksuuden tasaisuuden ja tuotteen stabiilisuuden parantamiseksi.
5. Nosto-pois ja käämitys
Jäähtymisen jälkeen kupla litistetään kokoon menevän kehyksen läpi ja vedetään{0}}poistoyksiköllä. Kalvo kääritään sitten rulliksi kontrolloidulla jännityksellä, mikä tekee siitä sopivan jatkoprosesseihin, kuten painatukseen, laminointiin ja pussien valmistukseen.
Johtopäätös
Yhteenvetona voidaan todeta, että 5-kerroksisessa koekstruusiolla puhalletussa kalvokoneessa yhdistyy tarkka raaka-aineen valmistelu, monikerroksinen ko-ekstruusio, kontrolloitu kuplien muodostus, edistynyt jäähdytys ja tarkka käämitys tehokkaan -pakkauskalvon tuottamiseksi. Nykyaikaiset laitteet, kuten JWELL-{5}}monikerrospuhalletut kalvoekstruusiolinjat, takaavat vakaan tuotannon, erinomaisen kerrosten tasaisuuden ja luotettavan sulkukyvyn. Optimoimalla prosessin jokaisen vaiheen valmistajat voivat jatkuvasti toimittaa kalvoja, jotka täyttävät elintarvike-, lääke- ja teollisuuspakkaussovellusten tiukat vaatimukset.
Suositut Tagit: 5-kerroksinen koekstruusiopuhallettu kalvokone, Kiina 5-kerroksinen koekstruusiopuhallettu kalvokoneen valmistajat, toimittajat
Pari
EiSeuraava
7/9-kerros Greentec Blown Film LineLähetä kysely
Saatat myös pitää





